The Crucial Role of Project and Program Management
The pharmaceutical industry is a beacon of hope, constantly pushing the boundaries of science to bring forth life-saving medications. At the heart of this industry’s success is the seamless integration of project and program management with the technical expertise of Chemistry, Manufacturing, and Controls (CMC) teams. This collaboration is not merely a convenience; it is a strategic imperative that ensures the swift and safe delivery of new drugs from conception to the hands of patients.
Strategic Integration for Accelerated Development
Our project and program management experts are the architects of a strategic framework that aligns with the rigorous regulatory landscape and the dynamic nature of pharmaceutical development. By engaging with our CMC team at the inception of the clinical development phase, we lay a robust foundation for scalability and manufacturability. This early-stage collaboration is crucial for anticipating and circumventing the bottlenecks that typically impede the drug development lifecycle.
Risk Management: A Proactive Approach
The journey from a promising compound in clinical trials to a fully-fledged commercial product is fraught with risk. These risks range from scientific and technical challenges to regulatory hurdles and market dynamics. Our proactive risk management approach involves a thorough analysis of the entire development process, identifying potential issues and implementing contingency plans. This foresight is pivotal in maintaining the integrity and momentum of the project.
Navigating Regulatory Complexities
Regulatory compliance is a non-negotiable aspect of pharmaceutical development. Our project and program management teams work in tandem with regulatory affairs specialists to navigate this complex environment. Together, they ensure that every stage of development not only meets but exceeds the stringent standards set by health authorities worldwide.
Scaling Up: From Lab Bench to Global Markets
Scaling up production from clinical to commercial quantities is an intricate process that demands precision and foresight. Our teams meticulously plan every aspect of scale-up, from sourcing raw materials to optimizing manufacturing processes. This planning is critical to ensure that the final product retains its efficacy, safety, and quality on a larger scale.
Ensuring Supply Chain Integrity
A robust supply chain is the lifeline of commercial drug manufacturing. Our integrated approach encompasses supply chain management, ensuring that each link in the chain—from raw material suppliers to distribution networks—is secure, reliable, and compliant with global standards.
The Final Mile: Commercial Launch and Beyond
The commercial launch of a new drug is the culmination of years of dedicated effort. Our project and program management teams work relentlessly to ensure that this final phase is executed flawlessly. Post-launch, we continue to support the product through lifecycle management, monitoring market performance, and implementing enhancements as needed.
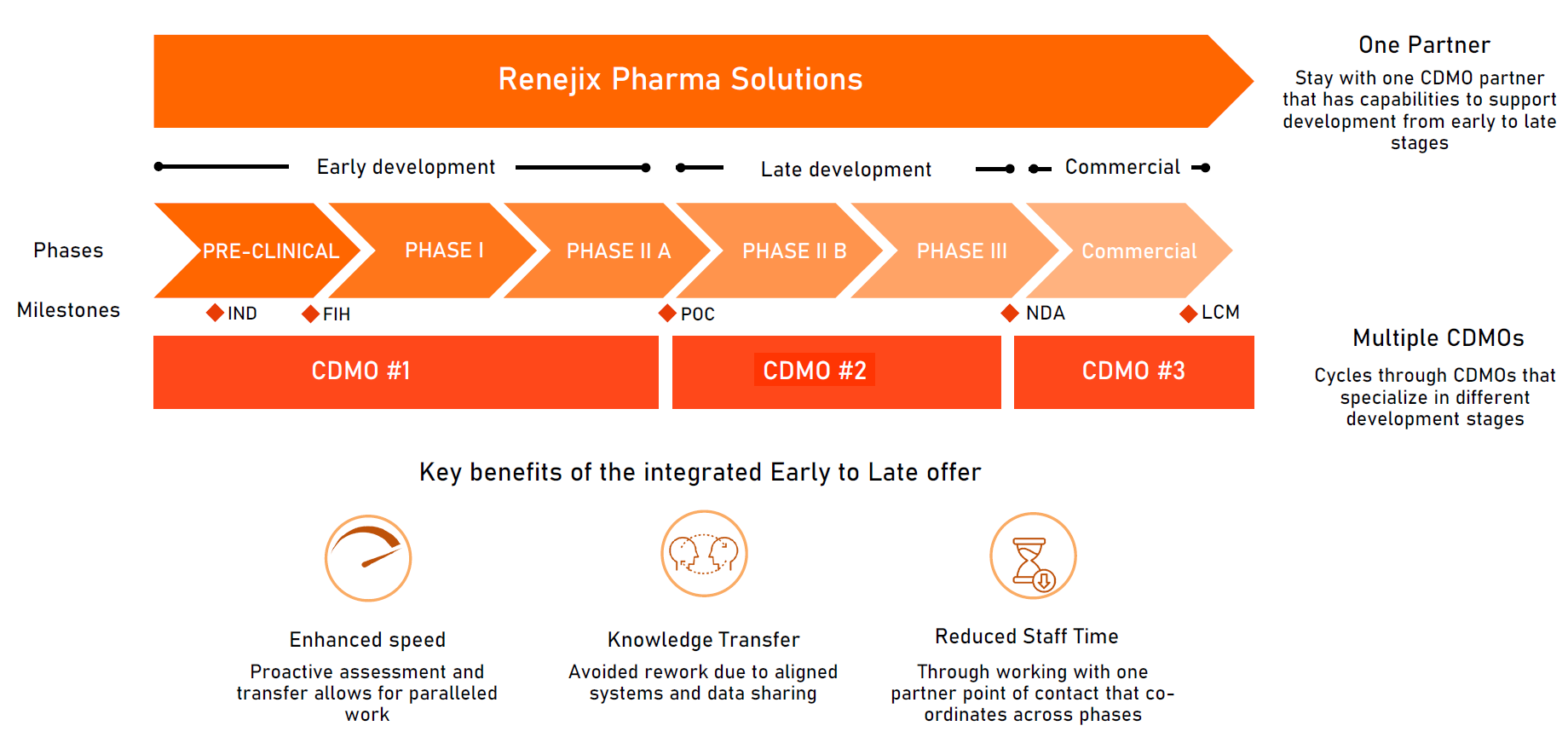
Eliminate the need to cycle through providers, save time with a partner that has capabilities to support development from early to late states